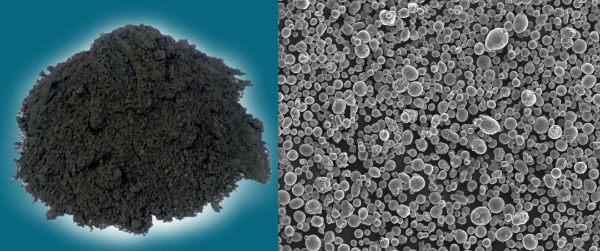
Muestra Metalográfica El polvo metálico se refiere a un grupo de partículas metálicas con un tamaño de menos de 1 mm. Incluye polvo de un solo metal, polvo de aleación y algún polvo compuesto refractario con propiedades metálicas, y es la principal maguaia prima de la pulvimetalurgia. Los monómeros metálicos son generalmente de color blanco plateado, y cuando el metal está bajo ciertas condiciones, es un polvo negro. La mayor parte del polvo metálico es negro.
El método de preparación del polvo metálico generalmente se divide en método mecánico y método físico-químico de acuerdo con el principio de transformación. Puede refinarse directamente a partir de metales sólidos, líquidos y gaseosos, y puede transformarse a partir de compuestos metálicos en diferentes estados mediante reducción, pirólisis y electrólisis. Los carburos, nitruros, boruros y siliciuros de metales refractarios generalmente se pueden preparar directamente mediante métodos de composición o reducción-composición. Las características de forma, estructura y tamaño de partícula del mismo polvo a menudo varían mucho debido a los diferentes métodos de fabricación. Los métodos más utilizados para la producción de polvo son la reducción, la atomización y la electrólisis.
Los polvos metálicos se utilizan ampliamente en productos como la pulvimetalurgia, la impresión 3D, los combustibles sólidos, los casetes de audio, los explosivos, los fuegos artificiales, los pigmentos, las baterías y la catálisis.
Esquema de preparación
Montaje
Las pilas de polvo metálico contienen muchos vacíos y es difícil infiltrar la resina en el fondo de la capa de polvo bajo presión normal, especialmente cuando la capa de polvo apilada es gruesa, debido a la presión del aire, la resina es aún más difícil de penetrar. Por lo tanto, para garantizar que cada polvo pueda encapsularse bien con la resina epoxi, se recomienda la impregnación al vacío para minimizar la presión del espacio entre los polvos, de modo que la resina epoxi pueda fluir hacia el espacio sin problemas. Distribuya el polvo uniformemente en el fondo del molde, y su espesor no debe ser superior a 1 mm, de lo contrario aumentará la resistencia a la infiltración de la resina a los fluidos. Pero no demasiado delgado, o es fácil de moler demasiado durante la etapa de molido. La colada al vacío con TJ2562, que tiene alta permeabilidad (baja viscosidad) y retención de bordes, permite que la resina encapsule bien el polvo de metal después de varios ciclos de evacuación.

Molienda
Dado que muchos polvos metálicos son esféricos y la proporción de polvo por unidad de volumen es relativamente grande, si se usa un papel abrasivo más grueso para comenzar a moler, las partículas de polvo se caerán fácilmente. Generalmente, el esmerilado se debe hacer con papel de lija P2000, si las partículas de polvo de metal son de fase dura, se debe usar un descto abrasivo de diamante P2000 para comenzar a esmerilar. Normalmente, esmerilar a P2500 es suficiente para pulir. Pulido para que la superficie de pulido quede plana sin flotar convexa, debe usar un paño tejido más duro, como un paño de pulido SC con solución de pulido de diamante. En el proceso de pulido posterior, para eliminar los pequeños rayones causados por el pulido anterior y mejorar el brillo de la superficie de la muestra, puede utilizar un paño de pulido de pelo medio o de pelo corto, como el paño de pulido YR con suspensión de alúmina y Suspensión especial de sílice para pulido fino para obtener una superficie plana y lisa.
Trojan recomienda los siguientes procesos de esmerilado y pulido como referencia:
| S paso | 1 | 2 | 3 | 4 |
| S Tu cara | abrasivo de SiC papel/diamante molienda disc | pulido SC paño | pulido YR paño | rojo definitivo pulido paño |
| Tamaño de grano | P2000~P2500 | 1 μm diamante suspensión | 0.05 alúmina suspensión | suspensión de sílice
|
| C refrigerante | W ater | / | / | / |
| Carga de muestras individuales /NORTE | 23 | 23 | 21 | 20 |
| Tiempo/s | 120 | 180 | 90 | 60 |
| Velocidad de cabeza/rpm | 80 | 80 | 80 | 80 |
| S orinar de disco/rpm | 300 | 150 | 120 | 120 |
| Dirección
| Mismo
| Mismo | Mismo | Contrarrestar |
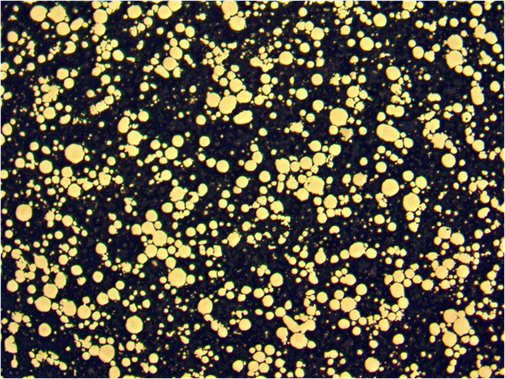
El pulido final con suspensión de alúmina se debe realizar con un control razonable del esfuerzo y el tiempo de pulido para evitar que el conductor y las capas aislantes de la muestra produzcan grandes protuberancias flotantes, o utilizando en su lugar un paño de pulido ZN plano sin pelusa. Para simplificar el procedimiento de pulido, el paño de pulido YR/Final Red también se puede usar para mezclar suspensión de alúmina y sílice para un pulido simultáneo, utilizando parámetros de pulido de sílice.
 英语
英语 西班牙语
西班牙语 德语
德语


")
 GF-JP")












