 英语
英语 西班牙语
西班牙语 德语
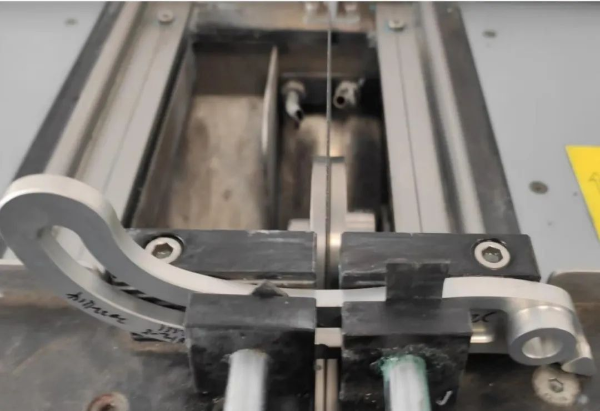
德语Máquina seccionadora manual CT-250S/CT-250V
CT-250S/250V es una máquina seccionadora manual diseñada teniendo en cuenta principios de segurid...

| mi equipo | TableCUT-200 Máquina automática de corte de precisión |
| Consumibles | Sic corte cuchilla |
| Parámetro | 0,2 mm/s, 3000 rpm |
02 Montaje
Las muestras se montaron utilizando la prensa de montaje Trojan FlexPRmiSS y el material de montaje térmico fue TJ2231.

FlexPRmiSS Máquina de montaje en caliente completamente automática
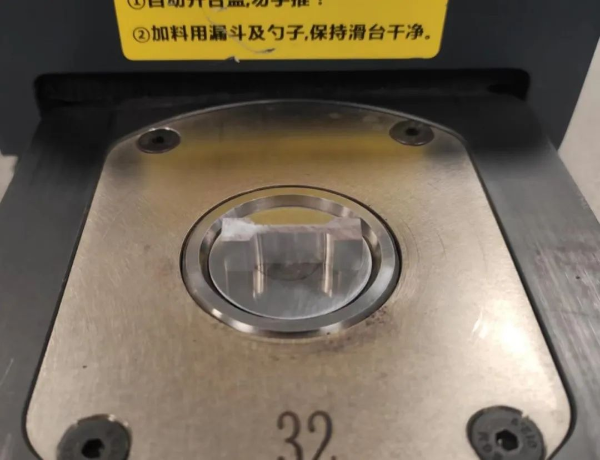
| mi equipo | FlexPRmiSS totalmente automático caliente montaje máquina |
| Consumibles | TJ2231 |
| Parámetro | 180 ℃, 180 bar, 5 minutos, enfriamiento moderado |
03 Molienda
Utilice la máquina pulidora y pulidora automática Alpha-600 para moler la muestra, papel abrasivo P400→P2500.

Amoladora y pulidora automática Alpha-600

Papel abrasivo metalográfico Trojan
| E equipo | Alpha-600 automático amoladora y pulidora |
| Consumibles | A brasivo papel: P400; P800; P1200; P2000; P2500 |
| Parámetro | P presión: 18N, u velocidad máxima: 80 rpm Velocidad de potencia: 120 rpm, tiempo : 2 minutos |
04 Pulido en bruto
Use la máquina automática de esmerilado y pulido Alpha-600 para pulir la muestra, use un paño de pulido YS con líquido de pulido de diamante policristalino de 3 μm para un pulido basto mientras agrega lubricantee de pulido.

Pulidora y pulidora automática Alpha-600

Paño de pulido de fibra blanca YS-JP

Suspensión de diamante policristalino PD-W
| E equipo | Alpha-600 automático amoladora y pulidora |
| Consumibles | YS pulido tela, policristalino de 3 μm diamante suspensión, pulido lubricant |
| Parámetro | P presión 20N, U por encima velocidad80rpm, menor velocidad 150 rpm, tiempo : 5 minutos |
05 Pulido fino
Use la máquina automática de esmerilado y pulido Alpha-600 para pulir la muestra y luego use un paño de pulido ET para un pulido fino con líquido de pulido de sílice de 0,05 μm.

Pulidora y pulidora automática Alpha-600
ET-JP Paño de pulido de terciopelo sintético blanco

Líquido de pulido de sílice coloidal SO T401
| E equipo | Alpha-600 automático molienda and pulido máquina |
| Consumibles | pulido ET paño, 0,05 μm coloidal sílice pulido líquido |
| Parámetro | P presión : 15N,u velocidad máxima: 80 rpm Velocidad de potencia: 120 rpm yo me: 3 minutos |
06 Observación

| Equipo | SALIR MT60 microscopio metalográfico |
| P arametro | 50×→500× observación |
07 Análisis
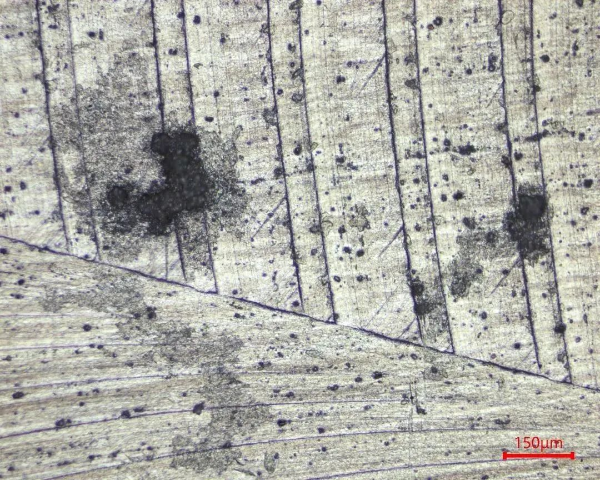
hoyuelos en la superficie 500×
hoyuelos en la superficie 500×

hoyuelos en la superficie 500×
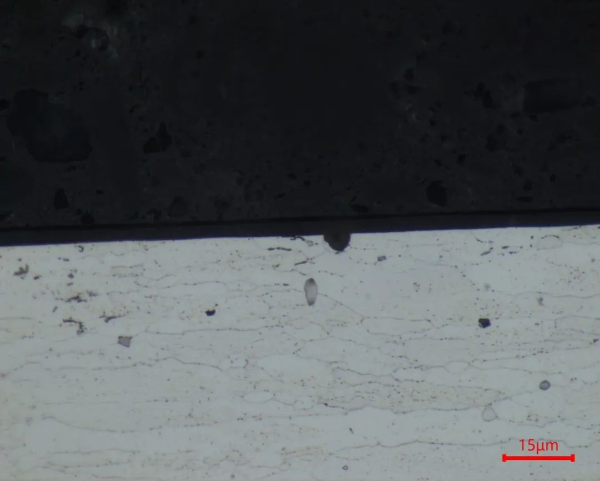
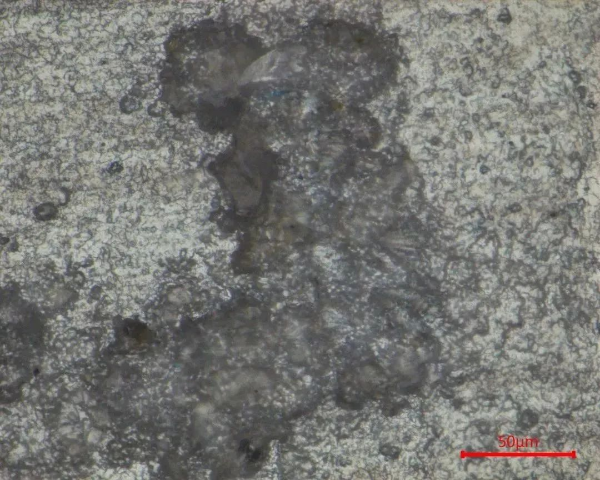
hoyuelos en la superficie 1000×
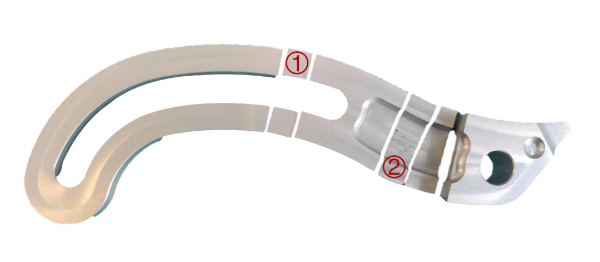
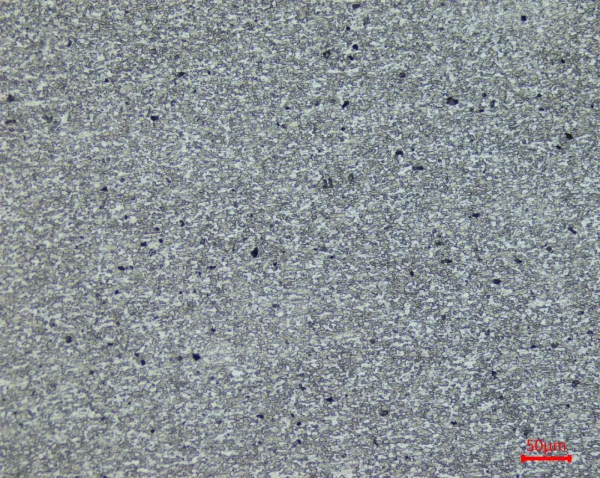
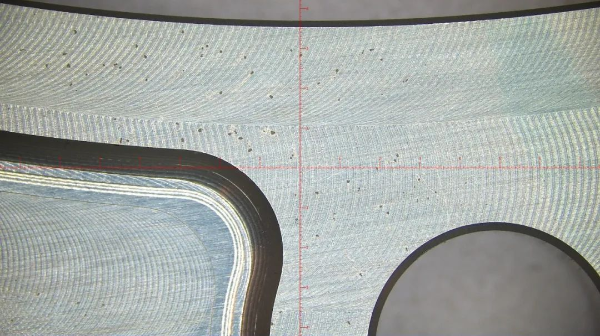
①:bloque de prueba cuadrado 200×

②:Bloque de prueba en forma de I 200×
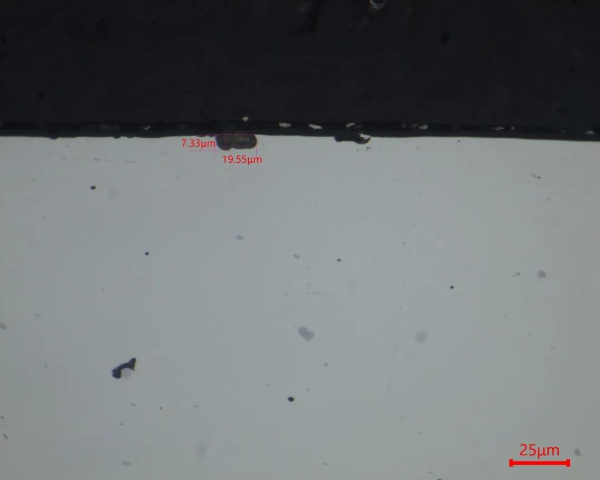
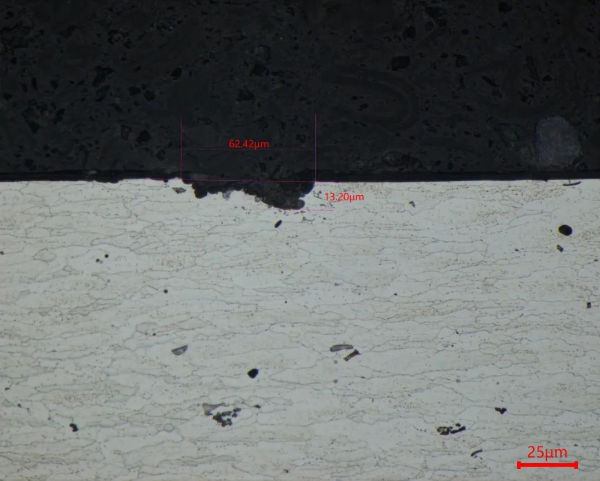
Desde la vista de la sección transversal de las picaduras, se puede ver que el fondo es relativamente redondo y liso, y algunas picaduras tienen forma de panal, lo que se ajusta a las características de la corrosión por picaduras.
El alargamiento y la deformación del grano de la muestra en forma de I son obvios, y hay un gran almacenamiento de energía de deformación en el interior, y la diferencia de potencial del electrodo que causa la corrosión es grande, por lo que allí se produce más corrosión por picaduras.
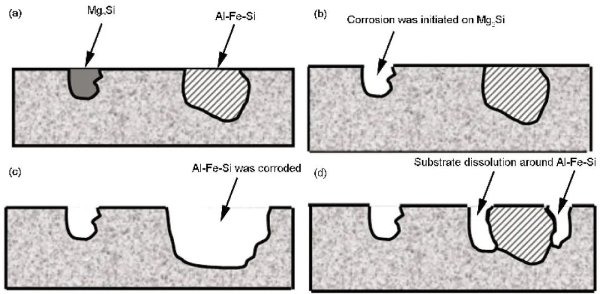
En la superficie a cortar, los compuestos intermetálicos primarios Al7FeCr, Al3Fe, Mg2Si, etc. quedan expuestos en la superficie de la pieza mediante corte. En comparación con la matriz de α-Al, tiene un mayor potencial de electrodo y forma una celda de corrosión centrada en la fase primaria del fluido de corte. Provoca corrosión por picaduras extremadamente rápida.



")
 YS-JP")
 GF-JP")
.jpg?imageView2/2/w/400/format/jpg/q/75 "Lubricantes de pulido PL-W")



")
Trojan se basa en China y se centra en el mercado internacional. ha vendido equipos metalográficos a más de 50 países y regiones, como europa, Estados unidos, japón, Corea del Sur y el sudeste asiático.





